|
ժ Ҫ ������������Ȼ��������ijЩ���ʽ�������У����ֳ��㹻��Ũ�ȣ��ﵽ�㹻��ʱ�䣬�����Σ������������ʡ�����������������ҵ�����Ǵ�����Ⱦ��һ����Ҫ��Դ���ڹ�ҵ�������У���ͬ��Ʒ����ͬ�����������ͬ���ж��к����壬���Թ�ҵ�������еĻ���������Ϊ��Ҫ�����Ľ�����һ����Ժ������⣬����̼Ϊ��Ҫ�ɷֵķ��������ŷ�ϵͳ�Ŀ�������Լ����ڻ���Τ���Կ�ϵͳ���Ƴ���ľ����д��ʹ���������ĵõ��ŷš�
0 ����
������Ҫ����һ����Ժ������⣬����̼Ϊ��Ҫ�ɷֵķ��������ŷ�ϵͳ�Ŀ�����ƣ����а�����ͬ�ɷֵķ�����κ����ؽ�������ϵͳ���ֳ��豸��ηֹ������Ի���Τ��C300����ϵͳΪ��������ϸ�����������ı�д��
1 ���̼��
�ֳ���Ϊ���������߾��з������������ǵ������������зֱ�ͣ������״̬������ÿ�������ߵIJ�ͬ���������в�ͬ�ɷֵ����壬���������ͼ1��ʾ��
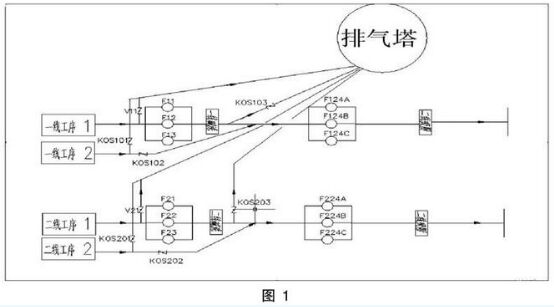
1.1 �豸��ϸ��������1��

1.2 ��������
˫����������;F11��F12��F13��F124��F125��F126ȫ����������Ƶ�����ƣ�V11��KOS102�رգ�KOS101��KOS103������Ϊ�綯������һ�߹���1����һ�ڼ�ϴ�����������������ϴ�������״�������Ȼ��һ���������һ�߹���2����Ҫ��ϴ������ֱ��ͨ�����������������������
һ��ͣ��;V11��KOS101��KOS102��KOS103�رգ����ȫ��ֹͣ���У�����ʱ������������Ҫ���ţ�����������ŷ�ͨ��V11��KOS101ֱ�������������������豸������������״̬��
����ͣ��;V21��KOS201��KOS202��KOS203�رգ��L��ȫ��ֹͣ���У�����ʱ������������Ҫ���ţ�����������ŷ�ͨ��V21��KOS201ֱ��������������һ���豸������������״̬��
һ�����������̨����;��̨�������ʱ��Ϊ��ֹ������̨����������У������ڵ�̨�����������ʱ��������̨�������Ƶ���С�
������λ����;����ϴ��λ����������ʱ;V11��KOS102�رգ�KOS101��KOS103������1��������ϴ��ֱ�ӽ���������������2�������پ���������ֱ�ӽ�����������
2 ���Ƴ���
2.1 �綯���ſ��Ƴ����ڻ���Τ��PKS500�����µ���̬
�綯���ſ��Ƶ��������±�2����
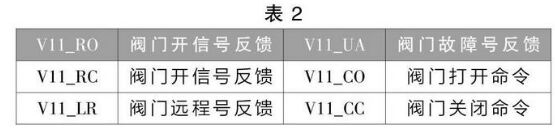
2.2 ����Τ��DEVCTLA���ſ�����˵��
�ó������DEVCTLA��DI1��DI2�ܽŷֱ����ӷ��ŵĿ����źŷ�����SI�ܽ����ӷ��Ź����źţ�DO1��DO2�ܽŷֱ����ӷ��ŵĿ��������źţ�AM�����������λ�������Զ�ѡ��ť��O1��O2�����������λ�����ֶ����ز�����ť���������Զ���ť�ڡ�DATA��ѡ���ڡ�POINT���������ӱ�����v11������PARAMENT���������ӱ�����AM.PV����
���濪�����ť�ڡ�DATA��ѡ���ڡ�POINT���������ӱ�����V11������PARAMENT���������ӱ�����DEVCTLA.OP����
2.3 �����Ƶ���ܵ�ʵ��
ͼ2��ORA����������ܽŷֱ�Ϊ����Ĺ����źţ�RESET�����Ϊ�����źŵĸ�λ��ť��RSA�����ΪRS���ܵĴ������������κ�һ̨�������ʱ�����Ϊ1��
ͼ3��SELREALAΪѡ���ܿ飬�����IN1��IN2�ֱ����ӱ�����������Ƶ�ʺͽ�Ƶ����Ƶ�ʣ����������������GҲ���DZ���RSA�����ֵ���ı䣬��GΪ1ʱ�������������Ƶ����ֵ����Ƶ������GΪ0ʱ�������������Ƶ�ʸ���Ƶ����
����ư�����ͬ���������ֳɷֺ����ķ�����ν���ͬһ������ϵͳ�Ĺ��߷��ż��豸������ͬʱ�����˲��������豸����������ʱ�Ĵ���������
3 �ܽ�
���Զ��һ��ʵ��������Ҫ����ƴ����������ŷ�ϵͳ��������ͬ���������ֳɷֺ����ķ�����ν���ͬһ������ϵͳ�Ĺ��߷��ż��豸������ͬʱ�����˲��������豸����������ʱ�Ĵ���������ͬʱ���Ͻ�Ƶ��ʽ�������ֳ���������У������˳����ŷ���ȶ��ԡ�
|




